-共通項目
|
●機械定義ファイルの送り速度設定不具合。
●工具登録・表示の一部不正処理。
●OSPの一部マクロ不具合。
●Tosnucの一部マクロ不具合。
●Fanucの一部マクロ不具合。
|
-SOLIDwatch/MULTAwatch関連項目
|
●特殊NCデータ時のリトラクト最適化がおかしくなる不具合。
●厚み付けの一部不正処理。
●OSPの工具長補正がずれるケースがある不具合。
●一部固定サイクルの加工時間の算出不具合。
●MULTAXwatchソリッド表示不具合。
●インデックスヘッドのずれ量が不正になるケースがある不具合。
●工具Cパラメータの処理が不正になるケースがある不具合。
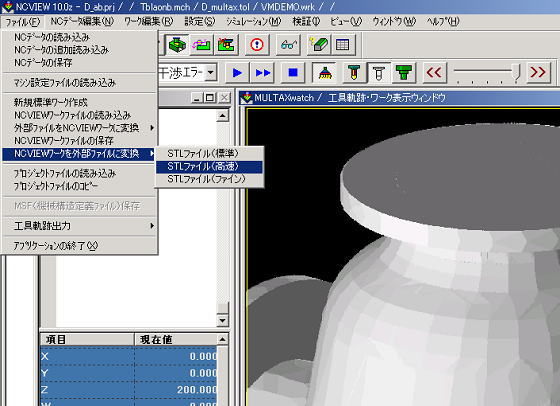
●SOLIDwatch/MULTAXwatch間のワーク変換時の形状不具合。
|
-TURNwatch関連項目
|
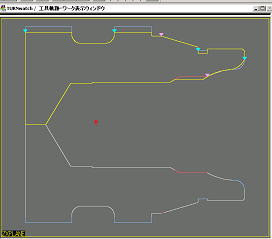
●Xマイナス時の加工動作の不正処理。
●一部操作におけるピック不具合。
●ワーク保存時に不正になるケースがある不具合。
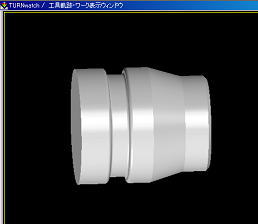
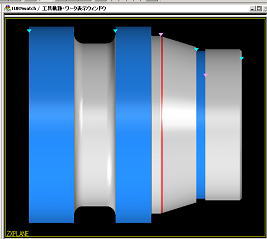
●ターニングセンター時の干渉及びワーク変換の不具合。
|
-その他の項目
|
●BatchManagerが不正な形式でNCVIEWを起動させるケースがある不具合。
|